


橡胶厂废气处理技术
橡胶厂在生产过程中(如炼胶、硫化、成型、涂胶等环节)会产生复杂的废气,主要成分为挥发性有机物(VOCs,如苯、甲苯、二甲苯、非甲烷总烃)、硫化氢(H₂S)、氨(NH₃) 及少量粉尘,具有强烈刺激性气味,部分成分有毒性和致癌性。处理需结合废气特性(浓度、温度、成分)选择 “预处理 + 主处理” 的组合工艺,以下是常见的橡胶厂废气处理技术:
一、预处理技术(去除杂质,保护主处理设备)
橡胶废气常含少量粉尘、油雾或水汽,需先预处理,避免影响后续设备效率:
1、喷淋塔(洗涤塔)
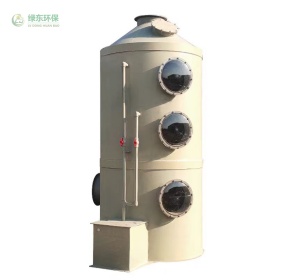
原理:通过水或弱碱 / 酸性溶液喷淋,去除粉尘、油雾及可溶性气体(如 H₂S、NH₃)。
作用:净化粗颗粒杂质,降温(适合高温废气,如硫化环节),同时中和部分酸性 / 碱性气体。
适用场景:所有橡胶废气预处理,尤其适合炼胶、硫化等含尘、含湿废气。
2、干式过滤器

原理:采用过滤棉、活性炭毡等材料,物理拦截细微油雾和粉尘。
适用场景:废气湿度低、油雾较多的环节(如涂胶、粘合工序),避免水汽进入后续吸附或燃烧设备。
二、VOCs 及恶臭气体主处理技术
吸附法(低浓度废气首选)
活性炭吸附法

原理:利用活性炭多孔结构吸附 VOCs 和恶臭物质,饱和后通过热空气或蒸汽再生,解析出的高浓度废气可燃烧处理。
适用场景:低浓度 VOCs(≤1000mg/m³),如橡胶制品冷却、储存环节的散逸废气。
优点:设备简单,成本低,可回收溶剂(如某些橡胶溶剂)。
缺点:活性炭需频繁再生(寿命 3-6 个月),对高浓度或黏性废气易堵塞。
2. 燃烧法(中高浓度 VOCs 处理)
催化燃烧法(RCO)

原理:在催化剂(如铂、钯)作用下,VOCs 在 200-400℃低温下氧化为 CO₂和 H₂O,同时分解 H₂S 等恶臭气体。
适用场景:中高浓度 VOCs(2000-8000mg/m³),如硫化、涂胶等连续排放的废气,尤其适合橡胶厂风量中等(1-5 万 m³/h)的场景。
优点:净化效率高(≥95%),能耗低(比直接燃烧节能 30%-50%),无二次污染。
缺点:催化剂易中毒(需预处理去除硫、氯等杂质),初期投资较高。
蓄热式燃烧法(RTO)
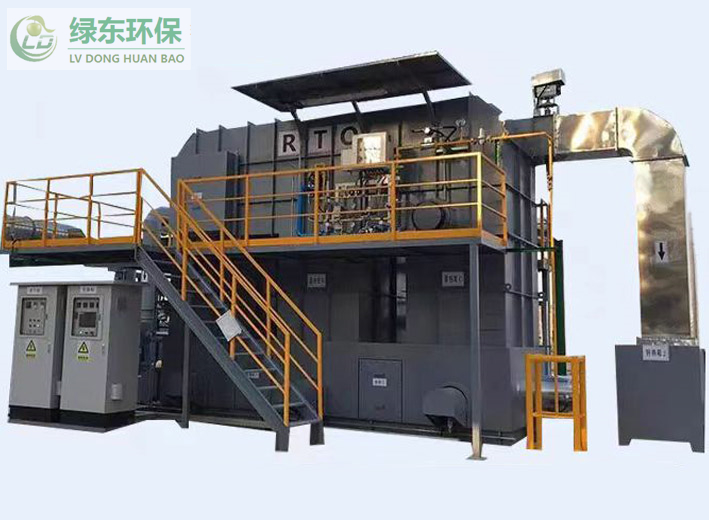
原理:通过蓄热陶瓷回收燃烧热量(热效率≥90%),使 VOCs 在 800-1000℃高温下完全氧化,适合高浓度 VOCs(≥5000mg/m³)或复杂成分废气。
适用场景:炼胶、硫化等大风量、高浓度废气(如含苯系物、橡胶裂解气)。
优点:处理效率高(≥99%),可自持燃烧(无需额外燃料),适合长期稳定运行。
缺点:设备体积大,投资高,启动时间长(适合连续生产)。
3. 氧化法(中低浓度,兼顾除臭)
低温等离子体法

原理:通过高压电场产生等离子体,破坏 VOCs 和恶臭分子的化学键,使其分解为无害物质。
适用场景:中低浓度、多组分废气(如混合了 VOCs 和 H₂S 的橡胶废气)。
优点:反应速度快,占地面积小,可同时去除多种污染物。
缺点:能耗较高,可能产生少量 NOₓ副产物,需控制放电参数。
4. 生物法(低浓度恶臭废气)
生物滤池 / 生物滴滤塔

原理:利用微生物(如细菌、真菌)代谢分解 VOCs 和恶臭物质(如 H₂S、NH₃),转化为 CO₂、H₂O 和无害盐类。
适用场景:低浓度(≤500mg/m³)、易生物降解的废气(如橡胶废水处理站废气、冷却车间散气)。
优点:运行成本低(仅需水电费),绿色环保,无二次污染。
缺点:占地面积大,对高浓度或难降解 VOCs(如苯系物)效率低,受温度影响大(适宜温度 20-35℃)。
5. 组合工艺(高效处理复杂废气)
橡胶废气成分复杂,单一技术难以达标,常采用组合工艺:
“喷淋塔 + UV 光氧催化”:适合低浓度、含尘、含湿的综合废气(如小型橡胶厂),成本低,易维护。
“喷淋塔 + 活性炭吸附 + 催化燃烧”:低浓度废气先吸附浓缩,再催化燃烧,兼顾效率和能耗(适合间歇式生产)。
“喷淋塔 + RTO”:高浓度、大风量废气(如炼胶、硫化车间),直接燃烧净化,热效率高。
“喷淋塔 + 等离子体 + 生物滤池”:处理多组分恶臭废气,协同去除 VOCs 和 H₂S、NH₃。
三、典型橡胶厂废气处理流程(以轮胎厂为例)
硫化车间废气(高温、高浓度 VOCs + 恶臭):废气→喷淋塔(降温、除尘)→换热器(回收热量)→RTO(燃烧处理)→烟囱排放。
炼胶车间废气(含粉尘、VOCs):废气→干式过滤器(除粉尘)→活性炭吸附浓缩→催化燃烧→净化气排放。
成型、包装车间废气(低浓度 VOCs + 散逸恶臭):废气→喷淋塔(除少量杂质)→UV 光氧催化→风机排放。
四、关键注意事项
设备防腐:橡胶废气中的 H₂S、有机酸等具有腐蚀性,喷淋塔、管道需选用玻璃钢、PVC 或 316 不锈钢材质。
防爆设计:VOCs 多为易燃易爆气体,RTO、催化燃烧设备需设置防爆阀、阻火器,风机选用防爆型。
恶臭控制:除 VOCs 外,需重点去除 H₂S、NH₃,可在预处理阶段用碱性喷淋塔(除 H₂S)或酸性喷淋塔(除 NH₃)。
达标标准:需符合《橡胶制品工业污染物排放标准》(GB 27632-2011),其中 VOCs 排放浓度≤60mg/m³,苯≤0.5mg/m³,H₂S≤0.06mg/m³。
通过合理选择工艺组合,橡胶厂可有效控制废气污染,解决恶臭问题,满足环保要求。
